







Search
The Tale of the Process Engineer and the Dust Explosion Specialist

Once upon a time there were two professional engineers. Firstly, there was the ‘Process Engineer’ who was busily working on powder processing design (technology selection, capacity…); and then there was the ‘Dust Explosion Specialist’ who came along afterwards to evaluate powder processing facilities and advise on how to change the plant and add equipment to guard against the dust explosions risk.
Anyone spotted the problem here?
Process Engineers and Process Safety Engineers both have incredibly valuable expertise, but it’s pretty clear to us that if you can,
- bring together the expertise of these groups at plant design stage, there is huge opportunity to design and build plant that is economic, efficient, and safe. But further,
- for existing plant, there are sometimes process engineering solutions to be found that do not involve the installation of yet more sophisticated explosion protection or prevention equipment.
“Keep it simple, stupid” is still alive and kicking – so long as you have the combined expertise to see it!
In this article for Process Safety Dispatch, we draw upon the insight of some of our safety specialists at Stonehouse who have come from the world of process engineering who often seamlessly join the disciplines together. If you want to learn more, we will gladly arrange a discussion about the opportunities to improve your plant with one of them.
Dust Explosion Theory in a Nutshell
A quick primer/ refresher on dust explosions will help for those out there who do not live and breathe the dust explosion subject.
Every day in our dust explosion test labs we create dust explosions. To do this we take representative samples of your powders, we disperse them in an enclosed combustion chamber, and we provide an ignition source with enough energy to initiate combustion – leading to explosion. We then make our measurements and provide you with results that you can use to make your plant safe.
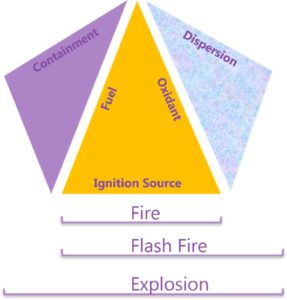
Sometime engineers refer to the ‘5 arms’ of a dust explosion pentagon to better understand what is required for a dust explosion to take place: fine dust, dispersion of the dust, containment of the dust, an ignition source, and air (oxygen supply). Of course, it follows from this that if you can eliminate the fuel, the oxygen in air, or the ignition source reliably, then you can prevent a dust explosion. With this understanding, we immediately get a peek into the mysterious world of the ‘Dust Explosion Specialist’; focus on the elimination of at least one of these five component-arms and your dust explosion risk is reduced or even eliminated!
Once you’ve decided on the component(s) you think can most easily be eliminated, the Dust Explosion Specialist will study how reliably this can be done. That work will be used to determine if any additional measures are needed; measures such as explosion relief vents, explosion suppression systems to limit explosion pressures, and explosion isolation equipment to prevent a fire/ explosion spreading through the plant.
So, what is the role of the Process Engineer in all of this? At the process design stage, the Process Engineer can consider how any of the pentagon’s arms can be controlled. And for existing plant, the Process Engineer can also look to how the plant may be operated differently or modified a little with explosion avoidance in mind. The Process Safety specialist can bring their experience and knowledge of dust explosions to confirm the viability of the process engineering options and how effective they may be in contributing to the safety case.
The role of the process engineer and the dust explosion specialist in dust explosion prevention and protection is best appreciated by looking at a few examples.
Elimination or Reduction of Dust
Without a dispersed dust cloud there can be no dust explosion risk (with a few exceptions); but even reducing dust concentration in plant can also reduce the dust explosion risk since a ‘lean’ dust mixture with air is harder to ignite than an optimum (stochiometric) mix. The Minimum Explosible Concentration of a powder is a parameter that we routinely measure in our test labs to help understand this.
Many powders and granules are extremely friable and when subject to energetic collisions with conveying equipment walls will readily create dust. The smoother the transfer, the less fine fraction is generated. For these powders, pneumatic conveying can be expected to generate dust, which will certainly become airborne during conveying and afterwards as product is separated from conveying air. Pneumatic or vacuum conveying systems can result in dust clouds in collection hoppers and silos, in cyclones and in dust collectors. All these plant elements can be protected from dust explosion risk by installation of dust explosion relief vent systems or explosion suppression systems, but at the design stage, alternative powder conveying equipment should always be considered where dust generation can be reduced. We note that a belt conveyor, if properly employed, imparts fewer collisions and less energy to the powder particles and can generate less dusts. Less airborne dust in the receiving hopper or silo means less dust adhering to the hopper/ silo walls.
All types of powder conveying equipment have their own dust generation profiles, be it pneumatic conveyor, bucket elevator, vibratory conveyor, screw conveyor or even drag-link conveyor. Our point is that selection of conveyor has significant implications for dust generation and containment and whatever conveying method is selected, be it mechanical or pneumatic, dust explosion risk should always be considered when making that selection.
Elimination of Air
One of the arms of the dust explosion pentagon refers to the need for air (oxygen) to create a dust explosion. In many situations – for example, when processing commodities such as agricultural product… coffee, sugar…., the whole idea of using an inert gas such as nitrogen to displace air and reduce oxygen levels is simply not practical. But conversely, in some chemical or pharmaceutical production, the use of inert gas for vessel purging or continuous flow is a standard ‘go to’ technique in our armory of explosion prevention techniques. Decisions on the use of inert gas as an explosion prevention method in powder handling can best be evaluated with laboratory test data on the powders before the detailed design stage, since the permitted Limiting Oxygen Concertation (LOC) to prevent explosion is different for different powders.
Interconnected Process Vessels
A problem our Process Safety Engineers often encounter is that of interconnected plant and equipment. Simplicity of design can result in the interconnection of process vessels in various ways. If an explosion begins in one process vessel, we will be concerned that burning materials and explosion pressures can be transmitted to other interconnected vessels leading to multiple dust explosions and considerable damage through the plant. Primary, secondary, tertiary, and more dust explosions are often a feature of dust explosions in industry – and preventing multiple explosions will always loom large in the Dust Hazards Analysis (DHA). Dust collection ducting is a frequent culprit, allowing transmission where multiple vessels are connected to a common dust collection header and then to a single dust collector. In this case, explosion isolation can be achieved with the addition of fast acting isolation valves or explosion diverters, but sometimes improvements to design of dust collection routing can achieve the same result at potentially lower cost. Process design is again important!
Vessels will often, of course, need to be interconnected simply to transfer product. But there are even opportunities here to prevent the transmission of burning materials and explosion forces by careful design and plant operation. As an example, a hopper that is empty of product but contains dust can be protected from a dust cloud explosion by installation of dust explosion relieve vents, but if the rotary valve at the base of the hopper is left running, burning material can be transmitted to the next vessel… and so on. Solutions can involve stopping the rotary valve in the event of explosion – perhaps triggered by operation of an explosion relief vent, and there is also the possibility of ensuring the vessel itself is never allowed to completely empty of product. In this case, the product itself is being used as a ‘choke’ to prevent explosion transmission between plant vessels.
Dust collectors and housekeeping
The design and location of dust collectors is always a topic of interest to the process safety specialist. There are plenty of dust collectors today doing a fantastic job keeping dust levels inside process vessels and in the workspace under control. Clearly, it’s an essential part of the work of the process engineer to ensure dust extraction points are well located at points of release and that airflows and filtration is adequate and up to the job. But we often find dust collectors located inside buildings and sometimes in busy production areas. Sometimes these collectors have explosion relief panels fitted and sometimes they do not. An explosion that starts in an unprotected dust collector produce pressure build-up inside the dust collector and connected duct work and plant. If any of this equipment ruptures, there is risk of serious injury to persons working nearby and damage to equipment and buildings. If the dust collector is fitted with explosion relief panels that discharge inside the building, the course of the explosion can be predicted, but the pressure effects from such an event will still likely lead to building damage and may well raise dust inside the building with an associated risk of secondary explosion in the workspace.
The solution here can involve the use of flame-less vents or addition of pressure relief duct work to the explosion vents on the dust collector to channel the explosion away to a designated safe place outside the building. But this solution is not always practical since it leads to increased back pressures inside the dust collector, which the dust collector may not be able to withstand. Again, lives are put at risk.
In these two dust collector scenarios, a process engineering approach could involve the location of dust collector outside the building at the design stage, or if they must be located inside, their positioning adjacent to external walls will allow explosion relief ductwork to be short.
And whilst we are on the topic of dust control, it would be remis if we neglected to mention the importance of provision of equipment that facilitates good housekeeping to help keep process plant safe. Dust layers in the workspace can be easily raised by a primary dust explosion, and we know from history that it is often the secondary dust explosion that does more damage than the primary event.
In Conclusion
Process Engineers are not necessarily Process Safety Engineers and Process Safety Engineers are not necessarily Process Engineers. Process Safety Engineers are not always included at the process design stage, yet their early input could lead to major savings in build cost. Failure to involve Process Safety Engineers at an early stage could lead to expensive plant modification and retrofitting of safety equipment later, as the full requirements to operate safe plant come to bear.
Once a plant is up and running and potential dust explosion issues are found, then it is important to appreciate that small changes in operating procedures or relocation of equipment can sometimes reduce the need for explosion prevention or protection equipment, which is where the Process Engineer can bring their skills to bear.
Process safety is sometimes treated like a 5th wheel in a car, unless an incident happens, management will not pay attention. For process engineers, improved awareness on dust explosion prevention and protection through training is a useful route to help bridge the gap between the worlds of process engineering and process safety.

Get in touch
To learn more about our expertise and services in dust explosion prevention & mitigation, call us at +1 609 455 0001 or email us at [email protected] today.
We also offer tailored virtual and in-company process safety training programs on Dust Explosions, Static Electricity and HAC (Hazardous Area Classification) and more. Find further information here.


