Search
Fatal Blender Explosion: It does not have to be this way

The task in hand was to blend recently milled metal powders – titanium or zirconium – before transfer to a hydraulic press for compaction into disks. In December 2010, one particular batch was never completed. In fact, that batch provided the fuel for a dust fire and explosion, originating inside a paddle blender, resulting in the deaths of 3 operators; 2 died at the scene and the 3rd died later with severe burn injuries.
Yet milling and blending and compacting can be carried out safely, so long as hazards are identified, risks assessed, and precautions taken to protect life and the business. Metal dust fires and explosions present special risks that can be challenging – but not impossible – to contain.
In this issue of Process Safety Dispatch, we look at dust explosions in blenders, beginning with what went wrong with the metal blending operation described above. In our second article we then take a look at NFPA 484 and the opportunities it affords to reduce the risk of metal dust fires and explosions in industrial processes.
Blender dust explosion, West Virginia, 2010 [Ref. 1]
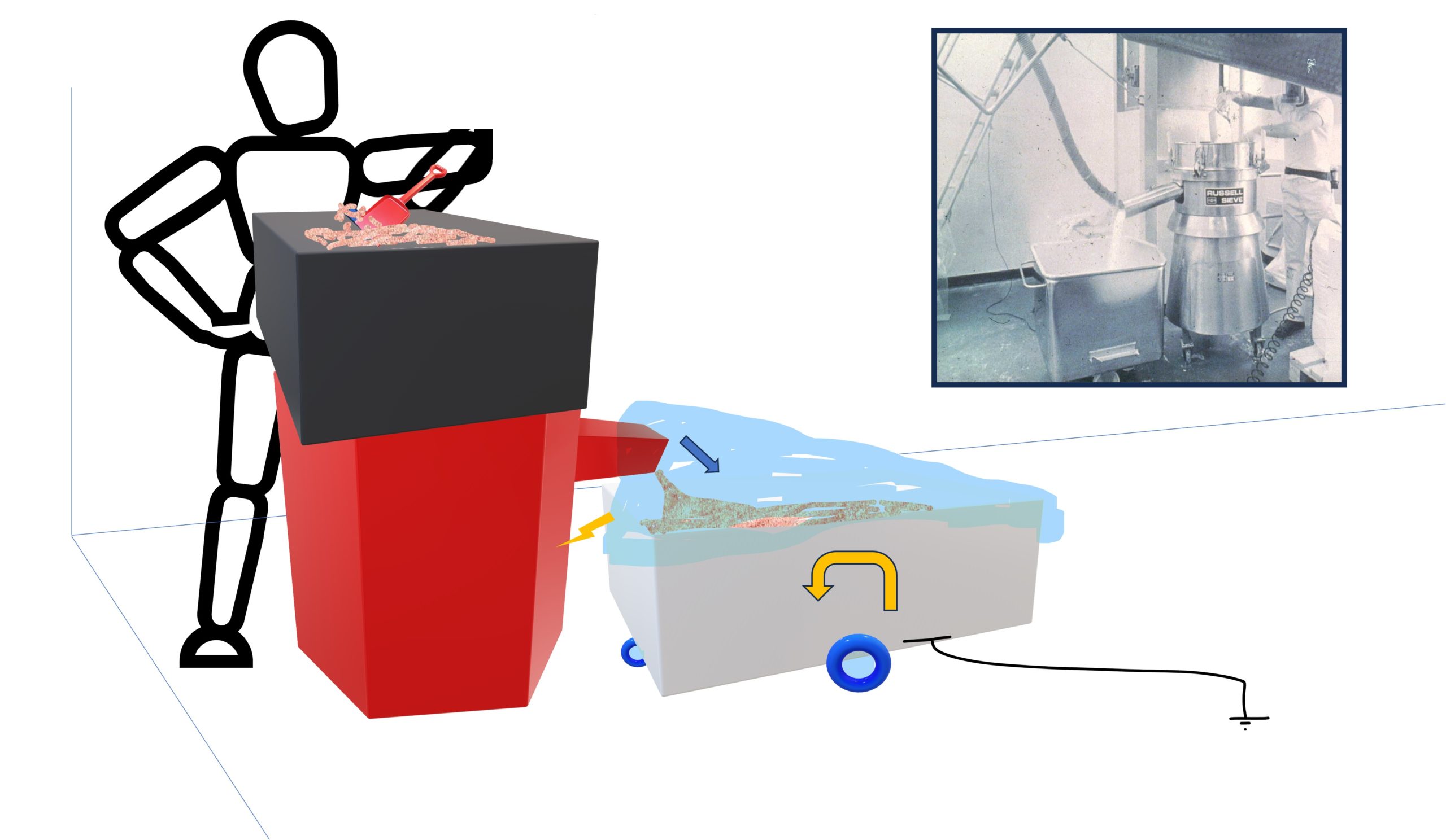
The affected company was in the business of producing pucks (discs) of titanium and zirconium for eventual use in the production of aluminum alloys. The company received drums of scrap titanium and zirconium, typically packed with water or an inerting agent to reduce the risk of explosion during transit. The scrap metals were milled in water and suitably screened before addition to a blender to ensure uniform batch composition before pressing into pucks.
At the time of the incident, one operator was assigned to the blender that exploded, but there were other operators and contractors present in the facility, some of whom were able to provide testimony of events, and others that were caught in the explosion. The blender contained zirconium powder at the time of the incident. Witnesses reported variously hearing ‘a woof’, ‘big boom’, and ‘loud bang’, with observations of the ‘air sparking’, ‘orange glow or flame’ from the blender room, and ‘fire ball moving through the room’.
Finely divided Zirconium powder is combustible and can support a dense dust cloud explosion; in common with a number of other metal powders, it can auto-ignite in contact with air. The less oxidized are the surfaces and the finer the dust, the greater the likelihood of auto-ignition. When wet, zirconium powder can also liberate hydrogen gas – thus producing a secondary (hydrogen-air) flammable atmosphere. Zirconium dust can have a very low minimum ignition energy (MIE), making it potentially susceptible and sensitive to static spark ignition [Ref. 2]
A Chemical Safety Board (CSB) investigation [Ref. 1] concluded that it was the zirconium powder inside the blender that ignited and ultimately exploded as a dust cloud, although the contribution of local titanium dust to the explosion was possible. The CSB could not rule out that hydrogen gas from metal oxidation also contributed to the explosion. The investigation further concluded that the ignition source of the explosion was friction/ impact sparking of a blender paddle against the wall of the blender. It was noted that there had been problems with a blender paddle impacting the blender wall previously and a couple of hours before the fatal explosion, maintenance had replaced a problematic paddle with one retrieved from an old blender. There was scoring on the blender wall, consistent with repeated paddle/ wall contact.
It’s interesting that the recommendations provided by the CSB were largely centered around those contained in the existing industry-specific standard for metal dusts – NFPA 484. Indeed NFPA 484 contains specific chapters on Titanium and on Zirconium. Conducting a Process Hazard Assessment (or DHA according to current NFPA nomenclature) was mandated. Other recommendations related to developing training materials for employees and contractors that address combustible dust hazards and specific metal dust hazards. The CSB also advised on prohibiting sprinkler systems and water deluge systems in all buildings that process or store combustible metals.
Fires and explosions in powder blenders
Powder blending is commonplace in industry and is to be found in pharmaceutical and food, bulk chemicals and metals industries – and everything in between. We’ve been mixing powders from the early years of man, [mix flour, salt, yeast, and water to make bread], but in industry today we are often concerned with the need to quickly mix powders, to produce homogeneous mixtures that do not auto-segregate afterwards. Enter the design engineers that have given us tumbler and hopper blenders, fluidization blenders, and convective blenders [Ref. 3].
From a dust explosion hazard point of view, the different types of blenders each present subtly different dust explosion risks, although in pretty much all cases, the act of blending powders produces dust clouds and sometimes inadvertent sources of ignition. Some blenders have no internal moving parts whereas others make use of internal moving blades, paddles, ribbons, choppers, and ploughs. These each present their own challenge in terms of prevention of dust explosions and in terms of design to isolate and protect against dust explosion effects. Tumble blenders, for example (e.g., cone, V-shaped) have bodies that rotate and without internal moving parts, reducing the risk of an internal mechanical ignition source to initiate an explosion, although they may generate static electricity. But providing explosion pressure relief on such a unit is usually not practical. Tumble blenders generate dust clouds throughout their interior, but internal moving parts are limited.
Convection blenders such as the paddle blender of our reported explosion above, have internal moving parts that might, under fault conditions, impact with blender wall, or foreign object – or in some cases have bearings that can transmit heat to the interior to initiate a fire and explosion, should they overheat.
Blenders that make use of fluidization, like tumble blenders, tend to have no internal moving parts but the fluidization action has the capacity to generate copious quantities of static electricity. Electrostatic charge so generated can not only build up on the fluidized powder but on components of the blender if these are not properly bonded to the body of the blender and grounded.
Aside from the blenders themselves, there are also the operations associated with charging and emptying blender load. With batch blenders, for example, manual charging of the blender is still quite common – or else perhaps a pneumatic or gravity charging process is involved. All these blender loaning methods can generate dust clouds and it is important to eliminate ignition sources such as static electricity and sparks/arcs from electrical equipment at this time. Batch dryer emptying and loading can also create dust clouds with associated explosion risk, so dust control/ extraction is often employed to minimize dust clouds and control fugitive dust.
Safe Powder Blending
As always, the key to safe powder blending lies with the DHA (Dust Hazards Analysis). This is a requirement of NFPA 652 as well as NFPA 484 – the industry- specific dust explosion standard for processing metal powders. Several methodologies can be used to produce a DHA, but pretty much all of them will involve establishing where and when your hazardous dust accumulations or explosible dust clouds are to be found, and how ignition sources could arise under both normal and foreseeable abnormal operating conditions. Dust clouds may occur inside the blender or at filling or emptying – and could be either be present always / sometimes / rarely / or never. Typical ignition sources associated with blenders include static electricity, mechanically generated (metal on metal) sparks, hot surfaces from frictional heating, product self-heating, pyrophoric behavior and wrongly rated electrical equipment. But your DHA will also need input data that is derived from the powders you blend. Powder Minimum Ignition Energy (MIE) test results are used to understand the risk from static electricity and from impact and frictional spark ignition. Powder Layer Ignition Temperature (LIT) along with Minimum Auto-Ignition Temperature of dispersed dust (MIT-cloud) is used to ensure your electrical equipment and indeed other surfaces (e.g., bearings) cannot get too hot to start ignition. A Pyrophoric Solids test will provide information on its reaction with air and possibility of spontaneous combustion. A thermal stability test can inform on safe operating temperatures to avoid bulk or layer exothermic decomposition. And Limiting Oxygen Concentration (LOC) measurements will provide guidance on safe oxygen levels if inert gas is to be used to render your dust clouds non-combustible.
Dust fires and explosions in blending operations do happen. Performing a Dust Hazards Analysis (DHA) is the starting point to establish a basis of safety for your blending operations, as per NFPA 652 (Standard on Fundamentals of Combustible Dust), NFPA 484 (for metal dusts) and other industry-specific NFPA standards. If you would like more information or to speak to one of our specialists regarding how Stonehouse can help your company to safely handle and process powders, please contact us on 609-455-0001 or email us at [email protected] or from our website: Contact Us.
Ref 1: US Chemical Safety Board Case Study Number 2011-3-I-WV
Ref 2: https://www.sciencedirect.com/science/article/abs/pii/S0304389418310410
Ref 3: Powder and Bulk Solids, Eric P Maynard, July 09, 2007

Get in touch
To learn more about our expertise and services in dust explosion prevention & mitigation, call us at +1 609 455 0001 or email us at [email protected] today.
We also offer tailored virtual and in-company process safety training programs on Dust Explosions, Static Electricity and HAC (Hazardous Area Classification) and more. Find further information here.