







Search
Know your Dust: How to Select the Correct Laboratory Tests Under NFPA 660

This article explains how to select the correct combustible dust tests required for a Dust Hazard Analysis (DHA) under NFPA 660. It covers explosibility screening, combustibility assessment, ignition sensitivity testing, electrostatic evaluations, self-heating analysis, and explosion severity testing. Understanding these tests helps facilities operate safely, avoid unnecessary costs, and ensure regulatory compliance.
BACKGROUND
National Fire Protection Association (NFPA) 660: Standard for Combustible Dusts and Particulate Solids (formerly NFPA 652) states that the owner/operator of a facility with potentially combustible dust shall be responsible for the following required actions:
- Determining the combustibility and explosibility hazards of materials
- Identifying and assessing fire, flash fire, and explosion hazards
- Managing the identified fire, flash fire, and explosion hazards
- Communicating the hazards to affected personnel
The intent of this article is to help the readers navigate the process of obtaining the necessary basic data (Point 1, above) for performing an effective Dust Hazard Analysis (DHA). Having appropriate data is important for many reasons, primarily because it can make your operations safer and save you a lot of money by not chasing unnecessary preventive and protective measures.
Here are some justifications for performing selective and targeted testing:
- If it’s established that your dust is non-explosible (no flash fire and/or explosion hazards) and non-combustible (no fire hazard), there is no need to proceed with the other NFPA 660 required actions (Points 2-4 above). All you’ll need to do is to make the test reports available to entities like your State Fire Marshal & Code officials, OSHA, or your insurance company, if or when instructed. That’s it!
- If your dust turns out to be explosible or combustible, then per NFPA 660 you are required to perform a Dust Hazard Analysis, or a DHA for short. DHA, as defined by NFPA 660, is a systematic evaluation of potential dust fire, flash fire (deflagration), and explosion hazards in a process or facility and recommendation of measures for their management. Table 1 summarizes the conditions that need to be present – in one place and at the same time at your facility under normal and foreseeable abnormal operating conditions – for any one of these three hazards to exist.
Side Note: DHA for existing facilities typically involves a site visit and analysis by a subject matter expert.
Table 1. Conditions for Fire, Flash Fire, and Explosion Hazards
| Dust Fire Hazard | Dust Flash Fire Hazard | Dust Explosion Hazard |
| Combustible particulate solid* | Combustible particulate solid of sufficiently small particle size & quantity | Combustible particulate solid of sufficiently small particle size & quantity |
| Air or other oxidizing atmosphere | Air or other oxidizing atmosphere | Air or other oxidizing atmosphere |
| Credible dispersion/ suspension mechanism | Credible dispersion/ suspension mechanism | |
| COMPETENT ignition source | COMPETENT ignition source | COMPETENT ignition source |
| Confinement |
* Combustible particulate solids include dusts, fibers, fines, chips, chunks, flakes, or mixtures of these
So, as you may have noted, the combustible dust expert who is conducting a DHA on your facility is looking to see if the conditions for any one of these three hazards can realistically exist. The expert is also required to identify any safeguards currently in place at your facility to manage fire, flash fire, and explosion hazards, and, if required, recommend additional safeguards where warranted.
Now, assuming that you are handling an explosible particulate solid or dust that can form hazardous accumulation or can disperse into an explosible dust cloud either within some rooms/buildings or processing equipment, a COMPETENT ignition source would still be necessary for fire and explosion hazards to exist.
Before proceeding, we should mention a couple of points:
- Depending on their chemical composition, particle size, and moisture content, different powders/dusts require different energies to get them ignited and once ignited, would exhibit different explosion severities; and
- Not all ignition sources are created equal. Some are very tiny (low energy) and can only ignite really sensitive dust clouds. Of course, there are some ignition sources that are very big and capable of igniting many different dust clouds.
- The role of a good DHA leader and professional process safety laboratory is to identify the likely ignition source(s) at the location/equipment/process of interest, collect the right dust sample(s), and perform pertinent ignition sensitivity and/or explosion severity testing. The testing results should help the DHA leader to make a determination on the competency of the identified ignition sources, rule any out, or make recommendations for their elimination or control.
The following sections are intended to provide some guidance on the selection of appropriate laboratory tests in support of your DHA based on the types of powder/dust operations, and processing equipment that are utilized at your facility.
BASIC FIRST QUESTION: IS MY DUST EXPLOSIBLE (GO/NO-GO)?
Where no prior knowledge of the explosibility and combustibility of your dust exists, performing an Explosibility Screening (Go/No–Go) test on a representative sample shall be the most reliable approach to obtaining this information. However, if available, you are permitted to use historical facility or published data that are deemed to be representative (chemistry, particle size, moisture content, etc.) of current materials and process conditions. What is not permitted is to argue that your dust is non-explosible or non-combustible on the basis that you have not historically experienced any dust fire or explosion incidents.
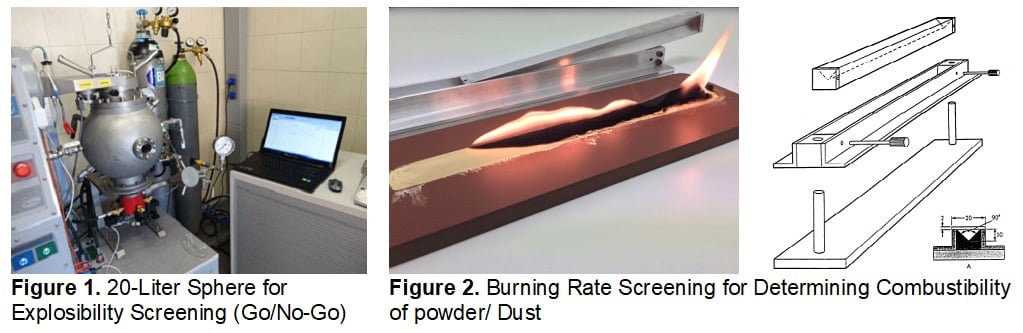
Explosibility Screening (Go/No-Go) testing is performed according to the ASTM E1226 or ASTM E1515 test methods using a 20-Liter Sphere (Figure 1). If the results are positive (Go), it would mean that the dust could give rise to fire, flash fire, and explosion hazards if all the conditions outlined in Table 1 are also present.
Note: When the test results indicate that the dust is explosible (Go), by extension, the dust is also going to be combustible and can therefore give rise to a fire hazard. However, if the dust turns out to be non-explosible (No-Go), it could still be combustible and give rise to fire hazard. Therefore, it is generally recommended that a Combustibility screening test is performed on dust samples that are found to be non-explosible. Combustibility screening testing (also known as Burning Rate test is typically performed according to United Nations/Department of Transportation (UN/DoT) Test N.1 test method and criterion (Figure 2).
HOW MUCH DUST NEEDS TO BECOME AIRBORNE TO FORM AN EXPLOSIBLE DUST CLOUD?
Minimum Explosible Concentration (MEC) – It is the smallest concentration of a dust cloud that is capable of flame propagation, once ignited with a sufficiently energetic ignition source. The knowledge of MEC would help your DHA leader determine the following:
- The maximum allowable dust accumulations within processing areas before housekeeping and cleaning is required (i.e., frequency of housekeeping)
- The need for explosion protection within certain processing equipment such as dust collectors
- Relative risk of occurrence of dust cloud flash fires and explosions
TESTING FOR COMPETENCY OF IGNITION SOURCES
Mechanical Friction – Impact & Grinding Sparks
Typically, mechanical friction occurs because of breakdown of moving equipment, such as bearings, screw conveyers, rotary valves, mechanical mills, grinders, and mixers. In general, mechanical friction processes include impact, rubbing, grinding, or a combination of the three. Impact is a short duration friction producing transient hot surfaces and spark(s). Rubbing is long-duration friction between objects producing hot surfaces and perhaps some sparks. Grinding is also long-duration friction and is expected to produce multiple/large number of sparks. Long-duration grinding can also cause hot surfaces and hot material around the frictional hot surface (e.g., trailing edge burr) which would be a much more potent ignition source than sparks.
Temperature of mechanical sparks vary and depend on several factors, including:
- Forces involved generating the sparks
- Relative speed between the contacting objects
- Coefficient of friction associated with the friction process
- Size and material of the sparks
Finally, mechanical impacts may also involve conditions where impacting surfaces chemically react with each other. A good example is chemical (thermite) reaction that can occur during forceful impact or rubbing between an object made of a light alloy such as aluminum and an oxide such as rusty steel. Thermite reaction is exothermic and can release intense heat, making such sparks very energetic (competent).
Appropriate Laboratory tests:
Knowledge of your dust’s MAIT and MIE characteristics enables your DHA leader to make use of the empirical correlation that has been made between MAIT and MIE for various contact/ grinding ignition sources (Rolf K. Eckhoff, Dust Explosions in the Process Industries) to determine if grinding sparks can be a competent ignition source to your dust cloud. MAIT data is also used to ensure correct temperature rating (T rating) for electrical equipment in Class II locations.
Hot Surfaces
Examples of situations that can give rise to hot surfaces in powder/dust handling and processing facilities can include:
- Exterior surfaces of some process equipment, such as dryers, mechanical mills (e.g., hammer mills), electric motors
- Uninsulated steam pipes, lighting fixtures
- Mechanical friction caused by breakdown of moving equipment, such as bearings, screw conveyers, rotary valves, mechanical mills, grinders, and mixers
Powder accumulation on hot surfaces can go through a self-heating process leading to powder layer smoldering and fire.
Appropriate test – Hot Surface Layer Ignition Temperature (Layer Ignition Temperature, LIT)
Knowledge of LIT data on your powder/dust enables your DHA leader to determine if the exterior surface temperatures of your process equipment would be high enough to cause smoldering and burning of any dust layer/accumulation on those surfaces. LIT data is also used to ensure correct temperature rating (T rating) for electrical equipment in Class II locations.
Self-Heating
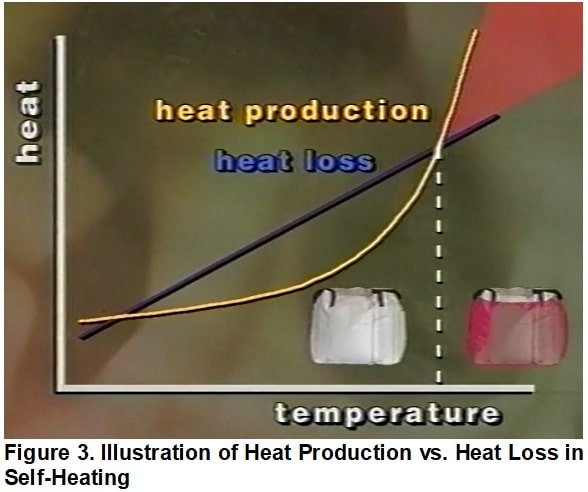
Self-heating is a complicated phenomenon consisting of both a heat-generating chemical reaction or biological process and a heat-transfer (heat-loss) process. When the rate of heat generation exceeds the rate of heat loss, temperature can rise at an accelerating rate that if unchecked, can lead to smoldering and burning/fire – Figure 3.
Operations that are prone to fires and possibly explosions due to self-heating include:
- Material drying/heating processes such as tray, fluid bed, spray, etc.
- Inadvertent heating by the sun, mechanical milling & grinding operations
- Build-up of fugitive material layer on a hot surface
- Bulk storage of biomass material
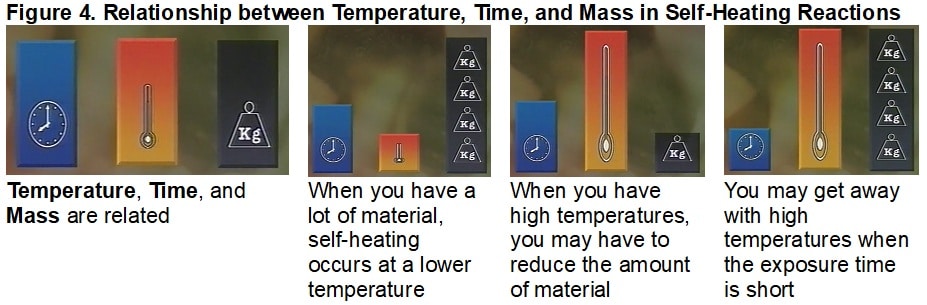
When it comes to self-heating, Temperature, Time, and Mass are related. When you have a lot of material, self-heating occurs at a lower temperature. When you have high temperatures, you may have to reduce the amount of material. You may get away with high temperatures when the exposure time is short – Figure 4 provides an illustration of this relationship.
Appropriate Laboratory Tests:
The laboratory test for the determination of the onset temperature for the self-heating of powders include:
- Grewer Oven
- Bulk Powder
- Aerated Powder
- Air-Over-Layer
- Isothermal Basket (Typically 3 basket sizes)
Normally laboratory test method selection and testing program is based on the heating and cooling (heat-loss) conditions that the material experiences during processing, handling and subsequent storage, packaging, and transportation. The test method and testing program must closely simulate which test(s) most reasonably simulate your process conditions.
Typically, measurement of Self-Heating activity involves heating a sample under controlled conditions to determine the point at which its temperature starts to increase independently of the external heat source. Usually, a Screening test is initially performed, during which the test/sample temperature is increased at a rate of 1 – 2 degree Centigrade per minute (1 – 2˚C/min) to determine the approximate onset temperature for self-heating. Additional Isothermal self-heating testing would be required if:
- Initial Screening test temperature is close to the process or storage temperature, or
- Process cycle is longer than the test period above the process temperature.
Knowledge of the onset temperature for self-heating would allow your DHA leader to provide specific guidance on safe drying, storage conditions including dwell time, packaging, and transportation temperature.
Electrostatic Discharges
Electrostatic charge is usually generated whenever any two materials make and then break contact, with one becoming negative and the other positive. Examples of electrostatic contact charging operations, activities, or equipment in a powder processing and handling facility include:
- Personnel walking on insulating flooring or removing coveralls while wearing insulating shoes
- Powders operations, such as sieving, pouring, auger or screw-feed transfer, grinding, micronizing, pneumatic conveying
- Movable Items, such as metal carts with rubber/plastic wheel
The accumulation of charge on isolated conductive (metal) items of plants, on operators, on non-conductive (plastic) conveying hoses, pipes, and containers, and on the bulking powder can give rise to different types of electrostatic discharges of varying incendivity (igniting power). Table 2 provides energy ranges for discharges from different items of plant that are capable of igniting dust cloud atmospheres.
Table 2. Electrostatic Discharge Energy Ranges
| Discharge Type | Source | Approximate Maximum Energy (mJ)* |
| Spark | Electrically isolated (ungrounded) conductive items of plant such as metal conveying pipes, processing equipment, containers, storage vessels, scoops, etc. The larger the isolated conductive item, the large would be the spark energy | <1 – >1000 |
| Spark from human body | Operators working while wearing insulating shoes and/or working on insulating flooring | 30 |
| Propagating Brush | Insulating (e.g., plastic or rubber) hoses used for pneumatic conveying of powders or insulating containers and vessels or plastic lined metal containers receiving highly charged powder | 1,000 |
| Cone (Bulking Brush) | Surface of highly charged insulating powder as it accumulated/bulks in a receiving vessel | 10 – 25 |
* Reference: NFPA 77 Recommended Practice on Static Electricity
Appropriate Laboratory Tests
- Minimum Ignition Energy (MIE) – The first step in testing for electrostatic discharge hazards is to determine the Minimum Ignition Energy (MIE) of the dust cloud. MIE is the lowest capacitive spark energy capable of igniting the most ignition sensitive concentration of a dust cloud in air.
Depending on the MIE of the dust cloud(s), your DHA leader can focus on the elimination or management of the electrostatic discharge(s) that have energies greater than the dust cloud’s MIE. For example, If the dust cloud’s MIE is found to be greater than 30mJ, discharges from operators would not be a competent ignition source and therefore operators grounding would not necessarily be required.
- For situations where the MIE is found to be less than 25mJ, it is recommended that the following tests are considered:
- Volume Resistivity – It is an intrinsic property of the material that resists the flow of electric current through the material and is expressed in ohm-meters (Ω-m). Table 3 provides classification of materials into “conductive”, “static dissipative”, and “non-conductive (insulating)” based on their Volume Resistivity.
Table 3. Classification of Materials According to their Volume Resistivity
Ref. NFPA 77 Recommended Practice on Static Electricity
| Volume Resistivity (Ω·m) | Classification | Examples |
| <105 | Conductive / Low Resistivity | Metals |
| 105 to 109 | Static Dissipative / Medium Resistivity | Some organic powders, Concrete, wood |
| >109 | Non-Conductive / High Resistivity | Synthetic polymers |
If your powder’s Volume Resistivity is measured and found to be greater than 1×109 Ω-m (non-conductive/insulating), it would imply that your powder would retain any charge that might carry, even when it is conveyed and stored in a grounded metal vessel or container. Note that powders with higher Volume Resistivity will in general generate higher voltages.
- Electrostatic Chargeability – It’s not unusual for powders to become electrostatically charged during processing/handling operations. Table 4 provides some literature data that may help with understanding/ interpreting chargeability test results.
Table 4. Literature Data – Electrostatic Chargeability Ranges
| Charge Density (C/kg) | Charge Density (µC/kg) | Comment |
| < 10-7 | < 0.1 | Low Chargeability |
| 10-7 – 10-5 | 0.1 – 10 | Moderate Chargeability |
| > 10-5 | > 10 | High Chargeability |
The knowledge of MIE, Volume resistivity (only if MIE <25mJ), and Electrostatic Chargeability (only if Volume Resistivity >1×109 Ω-m) would be critical to your DHA leader to provide sound recommendations on:
- Bonding and grounding of metal items of plant
- Grounding of operators,
- Limitations on the use of insulating (e.g., plastic) hoses, containers, liners, etc.
- Possibility of occurrence of Cone (Bulking Brush) discharges
TESTING FOR EXPLOSION PROTECTION
In situations where avoidance of the formation of dust cloud atmospheres and ignition sources alone would be considered inadequate for reducing the risk to a tolerable (acceptable) level, explosion protection would be required. It should be noted that avoidance of explosible dust clouds, particularly within processing buildings, and control of ignition sources should be considered even when explosion protection is utilized. This would reduce the risk of dust cloud flash fires and explosions and leaves the dust explosion protection as the measure of last resort.
Explosion Severity (Deflagration Index, Kst) – Kst is a numerical index that quantifies the severity of a dust cloud explosion in a confined space. Kst is defined as the normalized maximum rate of pressure rise during a dust explosion, expressed in bar·m/s.
Data from Explosion Severity testing, i.e., Maximum Explosion Pressure, Pmax and Kst will be used to evaluate, calculate, and size an appropriate type and level of explosion protection and isolation for your select process equipment. Common explosion protection measures include:
- Explosion relief venting to a safe place (NFPA 68)
- Explosion suppression by injecting a suppressant (NFPA 69)
- Containment by explosion resistant construction (Design based on ASME Boiler and Pressure Vessel Code, Section VIII, Division I)
Limiting Oxidant Concentration (LOC) – Determination of the minimum oxidant (oxygen) concentration to support combustion/explosion using an inert gas such as nitrogen to deplete oxygen and prevent explosion.
In certain situations where the process equipment can be contained/sealed, depletion of oxygen by replacing it with an inert gas can be used to prevent explosion propagation and achieve protection. This method of prevention/protection is commonly referred to as inert gas blanketing or purging and under certain conditions is used instead of explosion relief venting, suppression, or containment. In this case, the oxygen concentration in plant will need to be maintained below the LOC data, plus a certain margin.
CONCLUDING REMARKS
Let’s wrap up with a medical example. If you’ve ever experienced a health issue, you know your checkup typically evaluates your wellbeing using some combination of your medical history, a physical examination, and laboratory tests. I’m sure you’d agree that the lab results can be a powerful supporting tool for your doctor, not only in understanding your current health, but, perhaps more importantly, guiding next steps and additional recommendations – like medication, diet, exercise, or even surgeries.
Think of the NFPA 660 mandated Dust Hazard Analysis (DHA) as a checkup of your facility, something you routinely take on at least every five years. Your DHA leader is going to evaluate the overall dust hazards at your plant by identifying safe operating ranges, by identifying existing safeguards to manage fire, flash fire, and explosion events, and by recommending additional safeguards where warranted.
Just like lab testing in the medical example, combustible dust testing results support your DHA by providing critical data on explosibility, ignition sensitivity, static electricity, and explosion severity. Appropriate testing ensures DHA recommendations are practical, cost-effective, and relevant to your specific operations, processes, and materials handled on site.
If you need guidance selecting the correct laboratory tests for your Dust Hazard Analysis (DHA), Stonehouse Process Safety operates one of the largest ISO 17025-accredited combustible dust laboratories in North America. We serve as your testing partner, helping you determine the correct explosibility, combustibility, ignition sensitivity, static electricity, and explosion severity tests for your materials. Contact us for support or a testing quotation.
FREQUENTLY ASKED QUESTIONS (FAQ)
What tests are required for a Dust Hazard Analysis (DHA)?
NFPA 660 requires that facilities understand the combustibility and explosibility of their materials—typically through Go/No-Go testing, ignition sensitivity testing, and explosion severity testing.
How do I know if my dust is explosible?
The most reliable method is performing an Explosibility Screening (Go/No-Go) test using ASTM E1226 or E1515.
Does a No‑Go result mean my dust is safe?
No. A dust may be non-explosible but still combustible and capable of supporting smoldering or fire.
Do all explosible dusts require a DHA?
Yes. NFPA 660 requires a DHA for any dust that is explosible or combustible.

Get in touch
To learn more about our expertise and services in dust explosion prevention & mitigation, call us at +1 609 455 0001 or email us at [email protected] today.
We also offer tailored virtual and in-company process safety training programs on Dust Explosions, Static Electricity and HAC (Hazardous Area Classification) and more. Find further information here.



